Die Hampa Kunststoffverbundtechnik hat mit Hampamelt ein thermisch aktivierbares Zwei-Komponenten Matrix-Harzsystem entwickelt, das durch die Kombination duroplastischer und thermoplastischer Kunststoffe folgende Vorteile bietet:
Die Vorteile von duroplastischen Harzen:
o Einsatz kostengünstiger Harze
o einfache Imprägnierung durch niedrige Viskosität
werden kombiniert mit der vorteilhaften Verarbeitbarkeit thermoplastischer Halbzeuge:
o trocken und adhäsionsfrei bei Raumtemperatur
o niedrige Taktzeiten (unter 90 Sekunden beim Thermopressen)
o keine Aushärtung im Autoklaven
o Lagerung bei Raumtemperatur
Mit diesem neuen Klebesystem können die UD-Gelege oder auch Gewebe/Bandgewebe einseitig oder auch beidseitig beschichtet werden, wobei der Auftrag zwischen 7 g/m² und 200 g/m² nach Kundenwunsch variieren kann.
Die Beschichtungsbreite der eingesetzten Materialien aus Glas, Carbon, Aramid und Basalt ist auf maximal 1000 mm begrenzt.
Zur Kombination der werkstoffbedingten Vorteile duroplastischer und thermoplastischer Matrixsysteme (kostengünstige Harze, einfache Imprägnierung durch niedrige Viskosität bzw. trocken und adhäsionsfrei bei Raumtemperatur, niedrige Taktzeiten, keine Aushärtung im Autoklaven, Lagerung bei Raumtemperatur) werden die trocken reaktiven Matrixsysteme auf die Erfordernisse des späteren Bauteils angepasst.
Funktionsprinzip des thermisch aktivierbaren Zwei-Komponenten-Klebstoffsystems Hampamelt :
Hampamelt lässt sich in zwei Varianten verarbeiten:
1. Erwärmung der Verbundpartner unter Druck (Thermopressen)
2. Kurzzeitige Erwärmung der Verbundpartner und Abkühlen unter Druck
Im Anschluss erfolgt die Aushärtung des Materials.
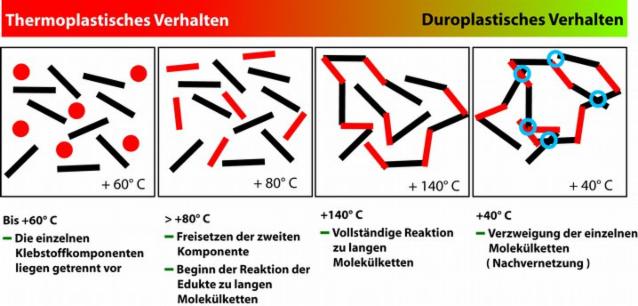
Abbildung 1 beschreibt das Funktionsprinzip des thermisch aktivierbaren Zweikomponenten-Klebstoffsystems:
Bis 60 °C liegen die einzelnen Klebstoffkomponenten getrennt vor; es ist noch keine Reaktion der Komponenten erfolgt. Das Klebstoffsystem beginnt zu schmelzen und verflüssigt sich.
Ab 80 °C beginnt die Reaktion durch Freisetzen der zweiten Komponente. Es bilden sich lange Molekülketten; das Klebstoffsystem weist nun ein niedrigviskoses Verhalten auf.
Ab 140 °C erfolgt die Reaktion zu langkettigen Molekülketten, das Klebstoffsystem verfestigt sich und härtet aus.
In der Abkühlphase findet eine Nachvernetzung des Klebstoffsystems bei Raumtemperatur statt.
Abb. 1: Funktionsprinzip des thermisch aktivierbaren Zwei-Komponenten-Klebstoffsystems Hampamelt
Die Vorteile des Zwei-Komponenten-Klebstoffsystems lassen sich kurz zusammenfassen:
Das beschichtete Material lässt sich einfach bei Raumtemperatur lagern.
Die Lagerzeit beträgt je nach Harztyp bis zu 6 Monaten.
Das Material kann bequem für das jeweilige Bauteil vorkonfektioniert werden und drapiert werden.
Korrekturen können noch bei Temperaturen von 60°C vorgenommen werden, da hier das Klebstoffsystem zu schmelzen beginnt.
Die Aushärtung des Klebstoffsystems erfolgt bei Temperaturen > 140 °C
Die Aushärtezeiten lassen ich durch die Wahl der Reaktionstemperatur beeinflussen:
o Bei 140 °C beträgt die Aushärtezeit ca. 7 Minuten
o Bei 155 °C beträgt die Aushärtezeit ca. 2 Minuten
Bereits nach diesen Aushärtezeiten ist die Endfestigkeit zu 85% erreicht, so dass das Formteil problemlos weiterverarbeitet werden kann.
Die Dichte des Harzes beträgt 1,2 ± 0,05 g/cm³
Das System ist frei von natürlichen und synthetischen Füllstoffen
Das Harzsystem ist isolierend
Keiner der Einzelrohstoffe besitzt leitende Eigenschaften
Das Harzsystem kann je nach Anforderung und Anwendung mit Flammhemmern, oxydischen Füllstoffen, Farbpigmenten usw. modifiziert werden.
Diese Eigenschaften lassen sich für mehrere trocken reaktive Harzsysteme darstellen, wie Epoxy-, Polyurethan-,Polyamid- und Silikonharze, die alle auf dem gleichen Aushärtemechanismus beruhen.
Es können alle textile Flächengebilde, wie z.B. UD – Tapes, Gewebe, Vliese, Gewebebänder ausgerüstet werden.
